Massima produttività e durata eccezionale
Cerca nel blog
Da leggere...
-
 Dischi abrasivi Cubitron 982C e 982CX PRO di 3M: Prestazioni superiori per una levigatura ad alta pressioneRead more ...
Dischi abrasivi Cubitron 982C e 982CX PRO di 3M: Prestazioni superiori per una levigatura ad alta pressioneRead more ... -
 I tavoli di saldatura: il segreto per una produzione più efficiente e competitivaRead more ...
I tavoli di saldatura: il segreto per una produzione più efficiente e competitivaRead more ...Perchè è indispensabile dotarsi di un tavolo di saldatura?
-
 Come scegliere il miglior sistema di aspirazione per fumi di saldatura?Read more ...
Come scegliere il miglior sistema di aspirazione per fumi di saldatura?Read more ...Tipologie disponibili per l'aspirazione più efficace.
-
 La protezione dei saldatori, rischi e i dispositivi di protezioneRead more ...
La protezione dei saldatori, rischi e i dispositivi di protezioneRead more ...Alcuni consigli per proteggere i saldatori in ambienti di lavoro
-
 Quali certificazioni servono per diventare saldatore professionista?Read more ...
Quali certificazioni servono per diventare saldatore professionista?Read more ...Quali solo le certificazioni di cui hai bisogno per essere considerato un saldatore professionista? Qui vi mostreremo...

Leghe Harris per la saldobrasatura dell'alluminio
Alcune leghe di alluminio possono essere saldate con il procedimento della saldobrasatura attraverso l'uso di flussanti specifici a temperature molto più basse delle leghe a base di rame. Comunque non possiamo saldobrasare tutte le leghe di alluminio.
Resta di fatto questa una procedura più difficile per due ragioni principali:
- L'alluminio in superficie, per effetto del contatto con l'aria, genera ossido detto Allumina. Questo strato sottile che si forma velocemente ha una temperatura di fusione tripla dell'alluminio circa 2000 °C. Per saldare quindi è necessario rimuoverlo prima della brasatura. Un altro problema è che tale ossido tende facilmente ad assorbire idrogeno oltre a olii e sporco provocando durante la saldatura difetti di porosità.
- L'alluminio quando si scalda non cambia di colore come gli altri metalli e quindi occorre molta esperienza per evitare di creare ulteriori danni, poichè arrivati a 650 °C esso cola velocemente ed una riparazione di una fessura può diventare una grossa crepa danneggiando il pezzo irrimediabilmente.
Le leghe per saldobrasatura dell'alluminio Harris hanno intervalli di fusione che vanno dai 199°C a 623°C a seconda del modello scelto e consentono di ottenere degli ottimi risultati.
Vediamo quali sono:
- Lega Harris AL-BRAZE 1070 composta da 88% di alluminio e 12% di silicio. Lega di alta qualità per saldatura alluminio-alluminio. Ha la particolarità di essere molto fluida con un'ottima capillarità ed eccellente penetrazione. Non è consigliata per la saldatura tra alluminio e altre leghe non di alluminio perchè il giunto può risultare particolarmente fragile. Ha un'alta resistenza alla corrosione ed una resistenza alla trazione di 241N/mm2. Da utilizzare con disossidante flussante Harris AL-Braze. Ha un intervallo di fusione tra 577°C - 582 °C.
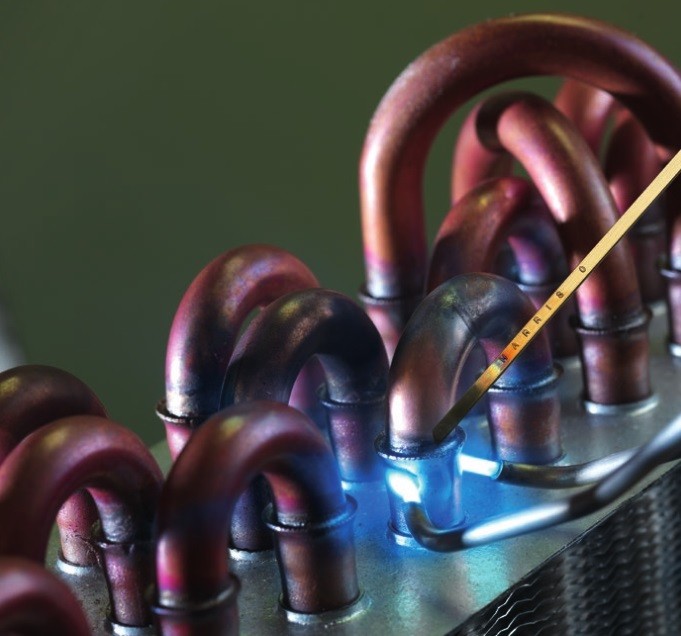
- Lega Harris ALCoR composta da 2% di alluminio e 98% di zinco. Una lega molto facile da utilizzare in quanto non ha necessità del disossidante/flussante perchè presente all'interno del filo. E' specifico per la riparazione di scambiatori di calore, radiatori, condizionatori d'aria, condensatori di alluminio con fluidità ottima e buona capacità capillare. Ha una resistenza alla trazione di 241N/mm2. Il suo intervallo di fusione è 377°C - 385 °C.
- Lega Harris ALCor 22 composta da 22% di alluminio e 78% di zinco. Una lega per la saldobrasatura dell'alluminio con bacchetta animata che fonde a bassa temperatura compresa tra 426°C - 492°C di intervallo senza l'utilizzo del flussante. Raccomandata per le riparazioni di precisione su lamiere, tubi, condizionatori, imbarcazioni e micro saldature.
- Lega Harris Coral composta da 87% alluminio, 6% silicio, 6% Magnesio, 0.5% zinco. Intervallo di fusione 568°C - 623°C. Bacchetta animata per l'utilizzo senza flussante consigliata per la saldobrasatura di alluminio-alluminio. Sconsigliata invece per la saldobrasatura di alluminio con altre leghe non di alluminio. Ha una resistenza alla trazione di 207N/mm2.
- Lega Harris Al-Solder 500 composta da 15% zinco e 85% di stagno. Raccomandata per la saldobrasatura di alluminio su ferro e materiali dissimili. Idonea anche per zinco pressofuso. La saldobrasatura genera dei giunti resistenti alla corrosione con una resistenza alla trazione di 138N/mm2. E' sconsigliata per il magnesio. Intervallo di fusione 199°C - 248°C. Va utilizzata in combinazione del disossidante/flussante Harris STAY-CLEAN Aluminum.
Se vuoi saperne di più sulle bacchette in leghe rame e fosforo a marchio Harris per la saldobrasatura leggi questo nostro articolo che ti dà tanti consigli per un utilizzo corretto.
Related posts
-
 Saldobrasatura rame : le bacchette Harris in leghe Rame e Fosforo
Tutto quello che c'è da sapere sulle bacchette per saldobrasatura Harris: caratteristiche e consigli sull'utilizzo.
Saldobrasatura rame : le bacchette Harris in leghe Rame e Fosforo
Tutto quello che c'è da sapere sulle bacchette per saldobrasatura Harris: caratteristiche e consigli sull'utilizzo.